Расчеты массообменных процессов в системе жидкость – жидкость Ж - Ж, газ – твердое Г - Т, жидкость – твердое Ж - Т.
Задача ОХТ 121. Смешано 300 мл воды, 200 мл бензола и 0,2 моль пикриновой кислоты. Подсчитать, сколько пикриновой кислоты будет растворено в воде и сколько в бензоле, если коэффициент распределения ее между водой и бензолом равен 0,005.
Скачать решение задачи ОХТ 121 (цена 80р)
Задача ОХТ 122. Из насыщенного водного раствора экстрагируют йод сероуглеродом при 20°С. Удельный коэффициент распределения йода между водой и сероуглеродом Худ = 0,0017. Опреде¬лить: 1) оставшуюся концентрацию йода в водном растворе после взбалтывания 2 л последнего с 100 мл сероуглерода и 2) сколько раз необходимо подвергать экстрагированию йод из насыщенного водного раствора свежими порциями сероуглерода (по 150 мл), чтобы довести концентрацию его в воде до 10-6 г/л. Растворимость йода в воде при 20°С принять равной 0,03 г на 100 мл растворителя.
Скачать решение задачи ОХТ 122 (цена 80р)
Задача ОХТ 123. По равновесным составам сосуществующих фаз для системы вода (А) - ацетон (В) - хлорбензол (С) построить диаграммы фазового равновесия в координатах: а) треугольной диаграммы; б) X - V; в) X - Z, У - Z'.
Здесь х = хв/(ха + хв); Y = yв/(yа + yв); Z = xс/(ха + хв); Z' = ус/(уа + yв); xа, хв, хс - соответственно содержание пер¬вичного растворителя А, экстрагируемого вещества В и экстра-гента С в рафинате К, % (масс.); yа, ув, ус - содержание соответствующих веществ в экстракте Е, % (масс.).
Состав равновесной смеси:
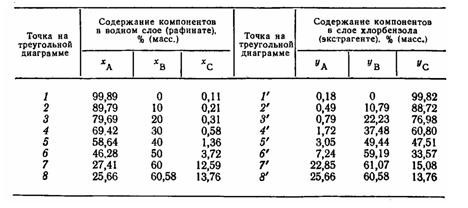
Напомним, что экстракт Е - это раствор экстрагируемого компонента В в экстрагенте С, содержащий небольшое количество компонента А; рафинат R - раствор небольших количеств компонентов В и С в первичном растворителе А.
Скачать решение задачи ОХТ 123 (цена 80р)
Задача ОХТ 124. Для системы вода (А) - ацетон (В) - хлорбензол (С) построить хорду равновесия, соответствующую составу смеси в точке М: xА,м = 16%, xв,м = 26%, хм = 58%, и определить состав равновесных фаз.
Скачать решение задачи ОХТ 124 (цена 80р)
Задача ОХТ 125. 1000 кг раствора ацетон (В)-вода (А), содержащего 55% ацетона, подвергают одноступенчатой экстракции хлорбензолом (С). Определить количество хлорбензола, необходимое для получения на выходе рафината, содержащего 3,5% ацетона.
Скачать решение задачи ОХТ 125 (цена 80р)
Задача ОХТ 126. 1000 кг раствора ацетон (В) - вода (А), содержащего 55% ацетона, подвергают экстракции хлорбензолом (С) для получения рафината, содержащего 3,5% ацетона. Определить необходимое число теоретических ступеней, составы и массы полученных на каждой ступени продуктов, если экстракция проводится:
1) при перекрестной подаче в каждую ступень 200 кг чистого хлорбензола;
2) при противоточной подаче экстрагента, причем в последнюю ступень подается 664 кг чистого хлорбензола.

Схема многоступенчатой ректификации
Скачать решение задачи ОХТ 126 (цена 80р)
Задача ОХТ 127. 1200 л газовой смеси, содержащей 5% (об.) бензола, пропускают при 20 °С через 0,45 кг активного угля. После насыщения угля парами бензола через него пропускают перегретый водяной пар при 200 °С с целью десорбции бензола. Определить содержание бензола в газе после адсорбции и степень использования его после десорбции.
Скачать решение задачи ОХТ 127 (цена 80р)
Задача ОХТ 128. Построить изотерму адсорбции диэтилового эфира активным углем для 293 К, если известна изотерма адсорбции бензола тем же углем при 293 К (рис. 43).
Изотерма адсорбции бензола углем при 293 К:

Изотерма адсорбции бензола и диэтилового эфира при 293 К.
Скачать решение задачи ОХТ 128 (цена 80р)
Задача ОХТ 129. Определить продолжительность т поглощения активным углем смеси паров этанола и диэтилового эфира из воздуха при 293 К. Начальная концентрация паровоздушной смеси, подаваемой в адсорбер, Снач = 1,08 кг/м3, конечная, на выходе из адсорбера - Скон = 0,0054 кг/м3. Скорость паровоздушной смеси, рассчитанная на полное сечение аппарата, w = 0,167 м/с. Высота слоя поглотителя Н = 0,6 м. Средний диаметр частиц угля dc = 0,004 м. Насыпная плотность угля руг = 500 кг/м3. Коэффициент кинематической вязкости паровоздушной смеси v = 0,16*10-4 м2/с. Коэффициент диффузии смеси при 293 К D=0,083*10^-4 м2/с.
Скачать решение задачи ОХТ 129 (цена 80р)
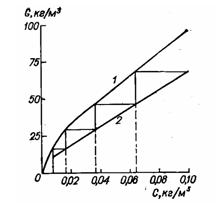
Задача ОХТ 130. В адсорбционную колонну поступает непрерывно со скоростью 0,5 м/с паровоздушная смесь, имеющая начальную концентрацию СНач = 0,1 кг/м3. Концентрация паров поглощаемого компонента на выходе СКОн = 0,006 кг/м3. Поглощение производится активным углем, непрерывно поступающим в колонну. Дана изотерма адсорбции поглощения вещества на угле (рис. 44). Коэффициент массопередачи kм = 6 с-1. Уголь выходит из колонны насыщенным на 70% от своей равновесной активности.
Определить скорость движения и высоту слоя угля в колонне.
Скачать решение задачи ОХТ 130 (цена 80р)
Задача ОХТ 131. Определить средний размер кристаллов, которые получаются в каскаде из трех кристаллизаторов, если скорость линейного роста кристаллов во всех кристаллизаторах v = 1,5-10^-7 м/с. Определенное экспериментально число кристаллов, образующихся в первом кристаллизаторе, равно W1=1*1012, во втором- W2 = 2*1012, в третьем - W3 = 4*1012. Полезный объем кристаллизатора v= 2 м3; расход раствора L = 20 м3/ч.
Скачать решение задачи ОХТ 131 (цена 80р)
Задача ОХТ 132. Произвести расчет материальных и тепловых балансов для потоков химико-технологической системы (ХТС) применительно к синтезу нитрила акриловой кислоты (НАК).
При синтезе НАК исходят из пропилена, аммиака и кислорода воздуха В результате проведения процесса получают НАК, а также ряд побочных продуктов (акролеин, ацетонитрил, синильную кислоту и др.). Упрощенная блок-схема, которая положена в основу моделирования ХТС, представлена рис. Поток воздуха 1 подогревается в теплообменнике /, затем смешивается с пропиленом (поток 2) и аммиаком (поток 3) в смесителе ///. Смесь 4 поступает в реактор IV, где протекает экзотермический процесс синтеза НАК. Выделяющаяся при реакции теплота отводится в нижней части реактора через испаритель, в верхней части - через теплообменник. Продукты реакции 6 охлаждаются в теплообменнике / потоком поступающего воздуха и в теплообменнике-испарителе // потоком 9 воды. Выходящий из нижнего испарителя реактора пар (поток 17) направляется в сепаратор V. Туда же поступает и пароводяная эмульсия, условно показанная на рис. 46 потоками пара 18 и воды 10. После сепаратора пар используется для охлаждения верхней части реактора и выводится в виде потока 14 из ХТС. Поток воды 12 делится в делителе потока VI на два потока: 15 и //. Поток // поступает в испаритель реактора, поток 15 смешивается с потоком свежей воды 16 в смесителе потоков VII и служит для охлаждения потока 7 в теплообменнике //. Таким образом, рассматриваемая ХТС состоит из семи элементов и характеризуется четырьмя входными потоками (/-3, 16) и двумя выходными (14 и 8).
Для моделирования установившегося режима этой ХТС и расчета материальных и тепловых балансов необходимо составить математическое описание отдельных элементов.
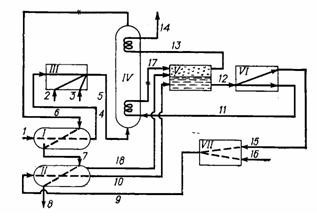
Рис. Упрощенная технологическая схема синтеза нитрила акриловой кислоты (НЛК):
I, II -теплообменники; III, VII - смесители; IV - реактор синтеза НАК; V - сепаратор: VI - делитель потока; 1 - 18 - потоки.
Скачать решение задачи ОХТ 132 (цена 80р)
Задача ОХТ 133. Рассчитать объем реактора ХТС для обезврежи¬вания сточных вод производства полимерных материалов методом жидкофазного окисления (ЖФО).
Производительность всей ХТС и реактора 5 м3 сточной воды в час; начальное содержание органических веществ в сточных водах 10 кг/м3. Процесс ЖФО протекает при 613 К и давлении 25 МПа. Время контакта 2 ч. Сточная вода содержит органическое вещество С10Н40N10. Давление водяных паров: при Tнач = 293 К рнач = 2,35*10^-3 МПа, при T = 613 К р= 14,61 МПа. Процесс обезвреживания сточных вод осуществляется по схеме, представленной на рис. 54. Сточная вода собирается в емкости 1. После определения среднего количества органических продуктов сточную воду насосом 2 под давлением 25 МПа подают в теплообменник 4. Воздух в количестве, необходимом для процесса обезвреживания, компрессором 9 под давлением 25 МПа также подается в теплообменник 4, где смешивается с обрабатываемой водой. Газожидкостная смесь нагревается в теплообменнике 4 от Тлач = 293 до 523 К за счет теплоты, отдаваемой обезвреженными сточными водами, а в теплообменнике 7 - до Т = 613 К за счет теплоты продуктов сгорания, образуемых при сжигании топлива или горючих отходов в печи 8. Далее смесь поступает в реактор 6, а затем в сепаратор 5, где происходит отделение газа от жидкости. Жидкость (жидкая фаза, состоящая из воды и растворенного в ней воздуха) с температурой 573-593 К из сепаратора 5 поступает в тепло¬обменник 4 для нагревания исходной сточной воды.
Влажный газ охлаждается в конденсаторе 3 до 323-333 К и выбрасывается в атмосферу, а сконденсированная жидкость смешивается с основной массой и собирается в емкости 10. После анализа на содержание вредных веществ, солевой остаток, рН сточная вода подается либо в канализацию, либо в оборотную систему предприятия. Давление в системе регулируется вентилями 11

Рис. Технологическая схема установки для обезвреживания ПСВ-Г методом ЖФО:
1, 10-емкости; 2-насос; 3 -конденсатор; 4, 7 -теплообменники; 5-сепаратор; 6-реак¬тор; в-печь; 9-компрессор; 11 - вентиль.